RGV轨道穿梭车在船厂无人化钢板库中的应用
 2022-10-08 09:46
2022-10-08 09:46
 [导读]
[导读]
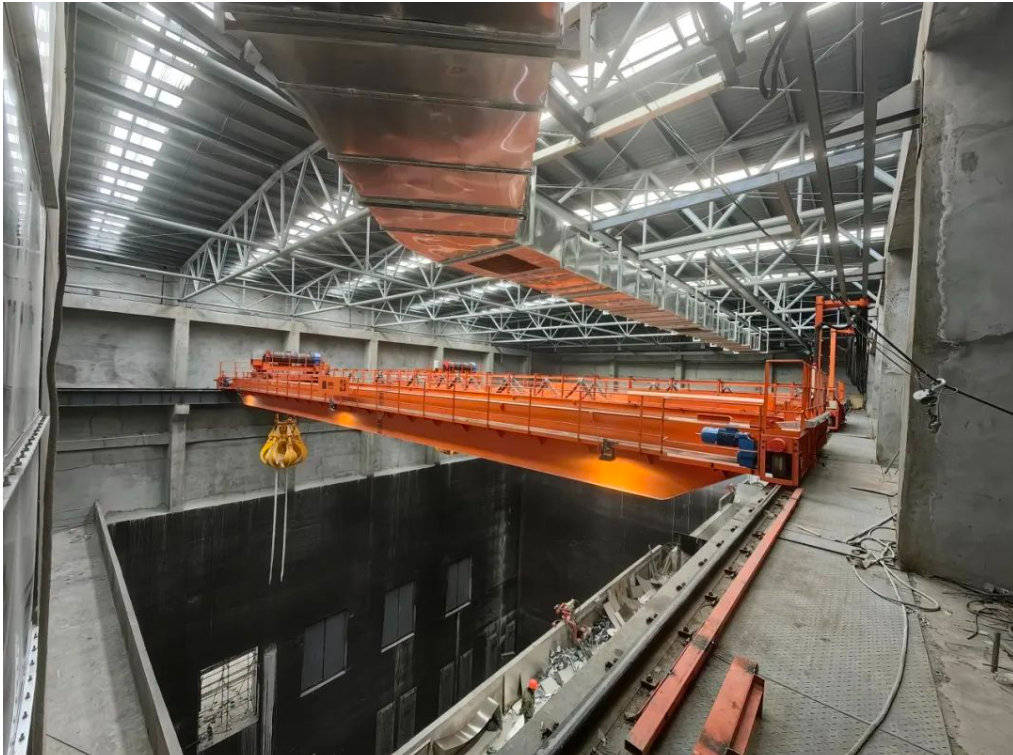
前言近年来,国内各大船厂加快了装备智能化升级改造的步伐。一直以来,传统钢板库区作业均是由人工操作行车对钢板库区的钢板进行吊运作业,不仅浪费了很多人力资源,且存在工作效率低下,易出现安全事故等问题。不久的将来国内各大船厂钢板库区,都将逐步使用智能化装备来替代传统人工操作模式进行库区作业,这会大大提高钢板库区的作业效率以及库区利用率。一、RGV轨道穿梭车应用简述船用钢板库区内板材规格差异较大,为了满足无人化库区标准人库的必要条件,可通过RGV轨道穿梭车作为解决多规格钢板标准入库的问题。无人化钢板库区
近年来,国内各大船厂加快了装备智能化升级改造的步伐。一直以来,传统钢板库区作业均是由人工操作行车对钢板库区的钢板进行吊运作业,不仅浪费了很多人力资源,且存在工作效率低下,易出现安全事故等问题。不久的将来国内各大船厂钢板库区,都将逐步使用智能化装备来替代传统人工操作模式进行库区作业,这会大大提高钢板库区的作业效率以及库区利用率。船用钢板库区内板材规格差异较大,为了满足无人化库区标准人库的必要条件,可通过RGV轨道穿梭车作为解决多规格钢板标准入库的问题。无人化钢板库区自动人库采用低压供电RGV轨道穿梭车作为主体,应用PLC进行数据采集和处理,通过激光测距与绝对值编码器复合校验作为定位手段,采用工业级无线网络进行数据通信。实现了钢板库区多种规格钢板人库的标准化,降低了人库时间,提高了库区作业效率,既满足自动入库时对输人标准化的需求,又解决了非标船用钢板人库效率低的难题。如图1所示,一套标准的RGV轨道穿梭车人库系统应由RGV轨道穿梭车本体机械及电控系统、位置检测系统、地面管理服务器(小车调度系统)以及无线通信系统组成。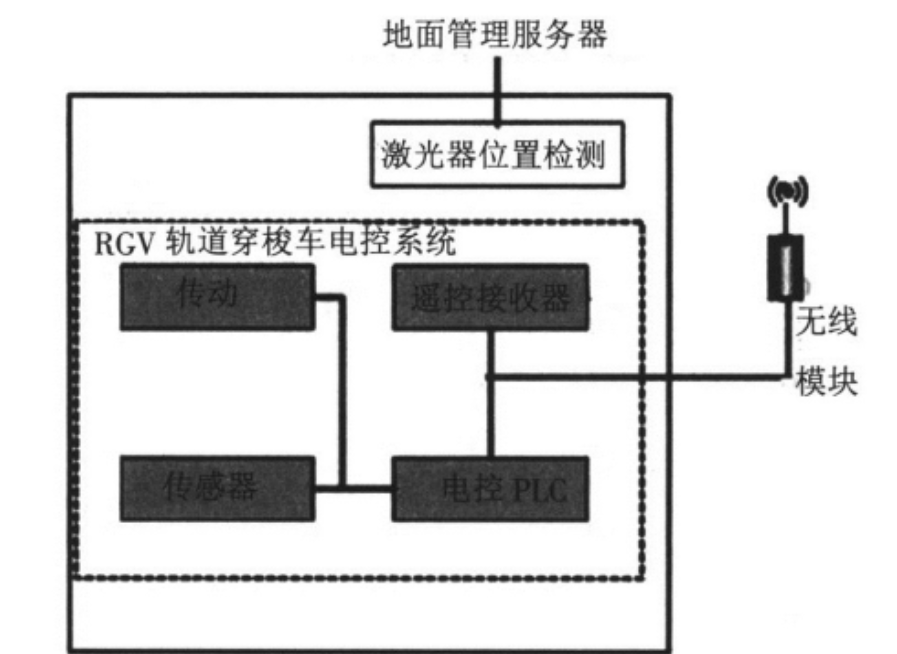
RGV轨道穿梭车为有轨制导车辆,通过程序控制实现取货、运送、放置等任务,并可与上位机或 WMS 系统进行通信,结合激光定位、RFID或条码识别等技术实现智能化运行的功能。RGV轨道穿梭车按运动方式可分为环形往复和直线往复,适用于多种类型的无人化自动仓储系统,可进行单个货物存放、多个货物连续存放、货物人库定位、单个货物捡取、指定数量捡取、货品AB面转换等功能。RGV轨道穿梭车的特点是:加速度和移动速度都比较快,适合运送重型工件;因导轨固定,行走平稳,停车定位精度较高;控制系统简单、可靠性好、制造成本低廉、便于推广应用;RGV轨道穿梭车可以连接多个物流节点,具有快速、配置简单、便于维护的特性,在一些物流方案中可以取代配置相对复杂而且机动性差的输送机系统;根据不同的物流规模和频度,系统可以选用多台RGV轨道穿梭车同时工作以满足实际作业需求。RGV轨道穿梭车的控制由上级调度控制系统完成,如物流路径和工作方式的变更,只需要重新设定控制系统的有关参数就可以实现。RGV轨道穿梭车主要由车架、模块化箱型车轮组、变频制动减速电机、导电装置(钢轨滑块式)、清轨器等部件组成。1)车架为RGV轨道穿梭车的主体结构,需要有足够的刚性与韧性,一般采用额定载荷的 150%设计,避免存在裂纹、气孔、夹渣等缺陷。2)为了保证车轮在轨道上的平稳运行,克服和消除车架在空载、重载情况下的弹性变形量和轨道横向平行度的偏差,一般一侧车轮组采用双轮缘结构(见图2),另一侧车轮采用无轮缘结构,且车轮对的轴承座的一侧通盖、闷盖留有空隙,能够使轴承在轴承座内轴向微量游动。而RGV轨道穿梭车减速电机空心轴齿直接套装在主动车轮轴上,通过防转扭力臂和车架连接。

RGV轨道穿梭车机械总装精度需达到轴距极限偏差为±2.0mm;两轮对轴线的平行度公差为2.0mm;两轮对角线之差不大于30mm;被动轮与基准轨道面的间隙不大于2.0mm。另外,自动控制模式下的RGV轨道穿梭车重复定位精度应满足±20mm。RGV轨道穿梭车电气控制系统具有智能、环保的特点。控制系统高度自动化能可靠地完成作业的各种控制动作,具有完善的操作保护功能、操作提示、操作警告、误操作锁止等功能。主要由地面供电系统、车载控制系统、远程自动控制系统组成。1)地面供电系统:低压轨道供电式RGV轨道穿梭车配置地面供电系统,AC380V电源通过降压变压器降压至三相AC36V安全电压,送至经绝缘处理的2根行走导电钢轨和中间导电轨,再通过受电靴引至RGV轨道穿梭车上的升压变压器,将三相AC36V升压至三相AC380V作为RGV轨道穿梭车的驱动电源。2)车载控制系统:RGV轨道穿梭车车载控制系统采用变频制动电机和变频器来实现电机低速柔性启动、减速柔性制动并满足电动平车走行机构的加速度要求,使平车的行走平稳无冲击。3)远程自动控制系统:RGV轨道穿梭车远程自动控制系统由车载PLC、绝对值编码器、小车激光定位系统、无线通信系统及自动控制软件组成。该系统可以有效地保证自动控制模式下RGV轨道穿梭车的稳定精准运行。除应急控制和其他公用设备外,所有控制信号及故障报警信号均通过车载PLC发出。RGV轨道穿梭车需要将待入库钢板根据其规格送至库区内指定吊运点,由于RGV轨道穿梭车与自动化行车工作时均为无人作业,重复定位精度要求高。考虑到船厂的工作环境与RGV轨道穿梭车定位的重要性,采用激光测距传感器+绝对值编码器双重定位组合的方式确保RGV轨道穿梭车的运行精度和终端定位。激光测距作为主要的定位方式,编码器作为辅助和校正定位方式,在RGV轨道穿梭车的总行程中设置若干校正零点,用于消除编码器的累积误差,确保对编码器对辅助转运装置的定位精度准确无误。激光测距传感器一般由激光器、检测器以及测量电路构成,检测精度较高,可满足对检测精度比较严格的要求。激光测距作为RGV轨道穿梭车的定位方式具有以下几个优点:绝对值编码器作为RGV轨道穿梭车的定位辅助装置,根据行走轨道上设置的数据校正点更新位置数据,向车载PLC反馈位置信息2ms/次,确保了最佳精度,与激光测距定位数据互为校对。RGV轨道穿梭车为移动设备,并且其无人化运行需要接收地面管理系统发出的调度指令,需要构建无线网络通信系统与地面控制服务器进行通信。无线网络通信技术要求:1)满足船厂复杂的工业使用环境以及沿海地区潮湿、多雨的地理环境;2)保证数据通信及RGV小车的运行稳定性,实现实时数据传输通信无中断无通信死角;3)支持2.4GHz/5GHz2 种制式,可避免同频干扰;根据网络系统的各项技术要求,无线网络系统采用如图3所示的工作原理。
无线AP设备和Clint设备均支持网线带Poe供电,配置安装简单方便。每隔一定的距离沿轨道布置一定数量的AP,可以保证设备运行时通信无死角以及数据传输的稳定性,完全满足于船厂车间对于系统网络配置的技术要求。RGV轨道穿梭车调度系统运行在轨道穿梭车车载服务器内,主要负责与上级自动化行车管理系统进行数据交流,并与自动化行车系统内其他设备接口管理以及各类安全装置联锁功能,包括但不限于RGV轨道穿梭车行走目标接收、RGV轨道穿梭车定位信息发送,主要对上级管理系统下发的指令进行指令分解、指令计算以及少量的数据存储。船厂无人化钢板库区是建设船厂智能物流系统不可或缺的智能单元,而RGV轨道穿梭车的合理应用是无人化库区满足船厂多种规格钢板标准化入库问题的有效解决方案,本方案的实施符合船舶行业进行智能化升级的发展趋势,伴随国内船舶制造业向着智能制造转型的机遇,该方案的推广应用具有广阔的前景。
----好的文章,值得分享----
作者:韩荃/秦忠文/赵健/徐志升/张凡
来源:《工程建设与设计》
编辑转发只为传递更多信息,并不代表本号观点。
如有侵权,请联删。
【声明】物流文视界网转载本文目的在于传递信息,并不代表赞同其观点或对真实性负责,物流文视界倡导尊重与保护知识产权。如发现文章存在版权问题,烦请联系小编邮箱:wuliuwenshijie@163.com,我们将及时进行处理。