2022-12-29 17:00
2022-12-29 17:00 [导读]
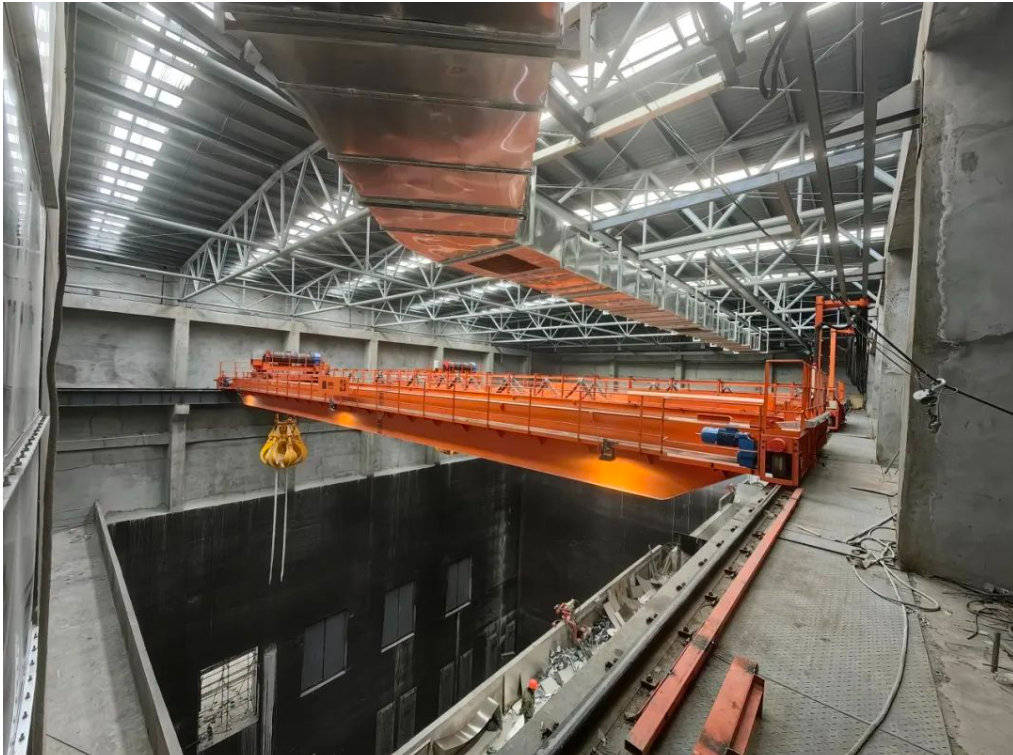
[导读]中韩石化立体自动化仓库项目是中韩(武汉)石油化工有限公司乙烯脱瓶颈改造项目之下的子项目,该项目包含新建3套生产装置(30万t/aHDPE装置、30万t/aPP装置、6万t/a丁二烯抽提装置)及配套的立体包装仓库。该仓库采用自动化立体储存方式,采用智能化管理系统,集自动入库、智能化储存管理和自动化出库于一体。自动化立体仓库工程包含规划、集成、设计、制造、出厂检验、运输、卸货、安装、调试、培训、售后服务保证以及约定的相关服务。
自动化立体仓库项目(以下简称“立体库”)承接上游3套装置预计年吞吐量可达66万t(见图1)。本立体库所涉及的硬件设备有:货架、堆垛机、输送机、穿梭车、登车桥以及软件系统硬件。其软件系统有:各类设备工控系统、电控系统、仓储服务调度系统(WCS)、仓储储存系统(WMS)、汽车装车调度呼叫系统(WMS)等软件程序。
图1 中韩石化自动立体仓库外观
一、施工方法及技术要求
1.1 施工顺序
1.1.1 硬件设施
1)单机设备的发货、到货以及卸货。
2)单机设备的机械安装、机械调试以及机械检查。
3)单机设备的电气安装以及电气调试;单机设备与其他交互设备的机械、电气以及网络接口调试,接口调试完成后进行单机调试检查。
4)单机设备与上位系统通讯接口调试。
5)设备剩余附件、人机交互界面以及维护工具等的收尾安装与移交。
6)设备进行单机检查和安装调试自检查。
1.1.2 软件系统
1)软件系统有3种:仓储储存系统(WMS)、仓储服务调度系统(WCS)以及汽车装车调度呼叫系统(WMS),所有软件系统的前期均必须经过需求调研与需求确认。
2)开发工程师依据系统标准框架与软件需求进行软件系统开发、测试。
3)实施工程师根据软件需求开发接口,根据各类单机设备接口协议、立体库作业流程以及软件需求开发调度逻辑与定制交互界面。
4)软件系统所需的安装与配置。
5)软件系统部署。
6)软件系统完整性、接口稳定性以及业务连贯性等自检查。
1.1.3 整体调试
1)各类单机设备调试完成(完成自检查确认)、软件系统部署后(完成自检查确认)联合各专机、各子系统、各设备进行联动调试。
2)立即整改联调过程中出现的异常项,完善系统功能。
3)通过试生产进行系统稳定性验证。
1.2 货架施工方法及技术要求
1.2.1 布点放线和测量水平面
1)货架组装或者安装前先进行初步检查,包括外形尺寸和喷涂外观,喷涂如有运输磕碰刮花的情况,现场用对应颜色的自喷漆进行补喷,尺寸外观等如有问题,一律处理好后再安装,情况严重的应安排重新制作。
2)根据图纸对清空的区域进行划线,要求纵横轴线垂直相交。交叉点即为螺栓中心。检查划线垂直度时,使用30m-40m-50m勾股三角定律进行验证,要求50m方向误差<5mm。
3)针对每个底板的安装位置,使用水平仪进行标高测量、记录和分析数据,要求地面高低点相差<30mm。综合分析后确定地面基准高度。见图2。
图2 立柱地脚螺丝安装
1.2.2 打孔和植螺杆以及安装底板
1)在划线位置使用冲击钻进行打孔。要求孔位中心与划线中心误差<5mm。
2)钻孔完成后将周边以及孔内灰尘清理干净,然后注入化学药剂,随后将螺杆植入孔内。植入时上下转动使药剂充分流动、粘黏,要求药剂不可低于地面。
3)螺杆植入后需自然凝固24h。
4)使用螺母、垫片等附件将底板安装在螺杆上。同时根据地面标高数据粗略调整底板高度。
5)使用水平尺对底板进行安装水平度测量,纵横轴方向均需水平。
1.2.3 组装货架片组件
1)组装货架片前找出需要的各种构件,并确认种类无误后方可打开包装,把构件移动到组装现场的周围堆放。
2)在组装货架片时需要4个以上的人员组成1个小组分立在立柱的两边,从立柱的两端开始由外往里把平斜撑和立柱组装在一起,并由专人用电动扳手把螺母拧紧。
3)在竖立货架片前还要对上中下节货架片进行对接,找出相对应的上中下节货架片摆放在垫木上,用螺栓和连接件将上下节货架片连接在一起,在对接接头处用加强槽钢把上下节立柱装配在一起,使用螺栓连接后拧紧。
4)货架片斜撑所使用的必须为防滑螺栓,同时防滑垫圈必须旋入螺杆攻丝内。
1.2.4 吊装货架片和安装横梁
1)确定竖立的部位和行进方向,采用吊车吊装的方式,选用合适的吊车(16t~30t规格较为普遍,根据吊装重量、吊车臂长和吊装距离确定)。其中每次吊装的单个货架片(含横梁)重量不超过800kg,吊装时如横梁要挂在货架片上一起吊装,需确保每根横梁与立柱用螺栓固定后才能起吊。
2)吊车吊装:吊车停车并支腿完成以后,用配套的吊带将货架吊点绑牢(见图3),并配备不少于4根的缆风绳由专人操作来控制货架片方向及摆动幅度,再由专人进行指挥确认起吊。
图3 货架吊点绑扎
3)起吊前确认吊装区域下方没有安全隐患再启动,货架片竖起来以后将底部底板与螺栓套牢并用螺母进行紧固锁定。第一片货架片吊装后用4根以上的绳索(绳索直径为20mm)系在货架片顶部,并拉向不同方向确保货架片不会倾倒。随后吊装第二个货架片后马上用横梁将两片货架片连接起来并用保险销(或者螺栓)固定;这样两个货架片构成了一个整体。横梁的安装顺序是自下到上,安装人员站在地上挂第一层;当从第二层起需要爬高时,安装人员利用已经固定的货架斜拉,使用5点双钩安全带,交叉攀爬(见图4)。
图4 安装人员上下货架
4)安装横梁时需预先在前后货架片顶部都安装滑轮,然后在货架片的下方安排2个安装人员利用绳子将横梁拉起到横梁可以被安装的高度,再由2名安装人员在指定的位置上将横梁安装到位(见图5)。
图5 2名工人分别位于横梁两端安装施工
5)吊车吊装过程中为防止冲顶,在预先测定厂房最大高度的情况下,吊车司机根据需要控制吊臂提升至厂房最大高度,吊装过程中配备专人指挥,保证整个吊装过程中的安全。
1.2.5 吊装端部网架
1)先用吊车把三角支架吊到指定高度用螺栓将支架紧固在货架片上,并根据装配孔位调整高度。
2)将组装好的端部货架片用吊车吊至已经安装的三角支架上用螺栓紧固,并用横梁将端部货架和原来已经安装的货架片连接起来。
1.2.6 附件安装
1)安装人员登高安装烟雾板和托盘止档。
2)烟雾板和托盘止档与横梁安装同样的方式,通过滑轮送往指定安装处。
3)烟雾板不能作为支撑点使用,需要对登高人员进行安全交底。
1.2.7 货架精度调整
1)货架精度方面主要的衡量参数是垂直度和水平度。垂直度要求<10mm,水平度要求<20mm。
2)货架精度调整前,先检查首层横梁的安装情况,要求横梁安装到位,螺栓紧固。
3)使用水平仪,测量每个货格第一层横梁的标高,对于超出标高的横梁,通过调整立柱底板进行调节,见图6。
图6 货架精准度复核及调整
①使用铅锤在货架顶部选取合适位置下吊,使铅锤底部处于地面立柱最低点上方100~300mm处,使用钢尺测量尺寸后通过图纸换算为垂直度偏差。垂直度偏差超过标准时,通过调整前后立柱进行调节。
②检查天地轨重合度:堆垛机地轨安装调整完成后,使用铅锤在天轨处下垂,测量与地轨的重合度。
1.3 堆垛机施工方法及技术要求
堆垛机及其轨道安装见图7和图8。
图7 堆垛机
图8 堆垛机轨道
1.3.1 堆垛机轨道的安装
1)轨道墨线:根据安装图面,判定轨道原点及反原点长度尺寸空间,是否满足图面要求。确定轨道安装基准点(一般可选用货架安装基准点),进行轨道放样墨线。放样完成后根据货架横梁水平标高复核地面水平标高的偏差。
2)轨道打孔、清孔:基础打孔尺寸直径32mm、孔深130±20mm(具体需要结合地面水平标高偏差)。打孔完成后,孔内杂物清理干净,将孔内壁遗留的水泥灰(桨)冲洗干净(根据现场不同可采用不同的清孔方式)。清孔完成后需逐个检查孔内壁洁净程度,保证孔内湿润、无明显积水、孔内壁用手指拂过无灰尘。
3)轨道螺杆的锚固:以每10~15m长度为一段,两端基准点找定后,测量螺栓顶部与基础货架高度值;两端部螺杆固定后,拉水平直线,中间段所有螺栓锚固高度以直线为基准,进行螺杆植入锚固。螺杆植入并调整完成后,螺杆养固时间必须满足48h(天气晴朗,日温30℃左右),螺杆养固期间做好围护,严禁无关人员碰触。
4)基础底板安装:螺杆锚固结束后,在底板的四周螺杆上各安装一个螺帽,将底板放置于指定高度后用螺帽压平,并将其调整至水平。之后将底板上下螺帽进行锁紧固定。
5)轨道搬运安装:底板安装完成后将轨道按图面要求搬运到位,并摆放在基础底板上面,每条轨道接头间距根据不同焊接方法需要予以预留;如采用铝热焊,每两条轨道接头位置遗留20mm。安装轨道压块、初步锁紧螺栓,调整轨道水平度,调整精度为±2mm。水平度调整完成后调整轨道直线度:直线度粗调整,调整精度为10mm±2mm。
6)轨道接头的熔接:使用400目以上的砂纸对地轨接头部位进行摩擦清理,然后进行熔接。
7)轨道的精调与浇筑:轨道接头熔接完成,对轨道整体水平度、直线度做最终精调整复查固定;轨道整体精调整后,水平度10m内±2mm,整条全长±5mm,直线度整条全长±5mm;之后进行基础底板水泥浇灌工作,水泥浇灌尺寸四周大于底板30±10mm,四周超出底板部分的水平标高应低于底板平面3~5mm。水泥浇灌养护24h后拆模,养护期间严禁人员碰撞。
1.3.2 堆垛机的吊装
1)堆垛机底座的安装:将走行机构吊装放置在轨道上,两侧用木方垫平稳,与立柱组合装配面用清洗剂清洗后擦拭干净。底座防倾翻挡块提前拆除,吊装完成后再装回原位。底座安装完成后,通过调整使其保持水平。
2)吊装立柱:立柱组装区用方木横向放置平稳,立柱第一段底端朝向为远离准备吊装巷道方向,底部安装辅助滑轮,并对第一段立柱装配连接面进行除锈清洗。将第二段立柱按对接方向摆放到位,清洁对接法兰面后与第一段立柱对接:先利用2~4个紧固螺栓将两段立柱带紧,便于定位销对位;利用手锤将对位穿好后的定位销敲入预定位置,在此期间注意检查升降导轨对接的直线度(利用靠尺检查)。安装法兰连接螺栓时,初步把紧后再用扭力板手进行锁紧复查。
3)立柱吊装过程中安全员要确保立柱首端和末端5m之内无人员在场(清场),立柱吊离地面后,尾部吊车吊具解除。安排人员将底部辅助滑轮拆除,吊车摆动大臂,慢慢将立柱吊至走行机构基座位置,利用锥尾进行孔位找正,完成后底座与立柱底端安装连接,用扭力板手将连接螺丝锁紧。
4)打开走行机构电机刹车,拆去前端轮子阻挡物。安排2名配带安全带的安装人员,到达货架上堆垛机顶部位置,左右各站1人,辅助天轨导轮顺利滑入天轨,底部人员开始推动堆垛机向原点方向滑动,顶部吊车大臂向前伸,配合将堆垛机向原点方向推送。当堆垛机顶部有约1/2进入天轨时,拆去吊车钢索,将堆垛机继续推入,确保天轨导轮全部进入天轨,将走行机构电机刹车复位。
1.3.3 附件安装
1)堆垛机附件在安装前须全部在地面组装完成,以便一次性吊装就位。附件包括提升电机、电控柜支架、顶部维修平台、制动电阻、爬梯以及电缆线的固定等。
2)吊车将载货台吊起后缓缓靠向堆垛机立柱,将双侧导轮卡入导轨后,将辅助导轮安装完成,保证载荷台导轮与滑块和垂直导轨卡好不脱落,将载荷台缓慢下降至支撑工装上后释放吊钩。利用手拉葫芦将电控柜吊装至安装位置固定。
3)将爬梯处安全钢丝绳拉紧固定,多余钢丝绳切断,绳头缠绕保护。
4)将限速安全装置与钢丝绳连接,调整限速安全装置的位置,调整完成后将多余钢丝绳切掉,绳头做好缠绕保护。
5)将提升钢丝绳放置在堆垛机提升电机侧,从上导轮穿下后跨过载荷台导轮,做好连接接头以及传感器的密接固定,利用麻绳吊至堆垛机顶部固定。
6)将钢丝绳另一端固定在提升电机的滚筒上,将载荷台用葫芦吊起取出支撑工装,缓慢下降载荷台至钢丝绳可起作用的位置,此时去掉葫芦完成穿钢丝绳的工作。
7)堆垛机主体安装完成,在现场条件满足的情况下,进行电气部分的安装。如果屋顶板没有全部封完,可推迟滑触线的安装。
8)一次侧电源提供到位,按照电控柜预设计摆放位置进行电控柜安装,并确认其安装位置是否存在干涉物品。
9)桥架安装:精准地完成库区内堆垛机集电轨到主电控柜之间桥架安装。
10)集电轨安装前,必须确保屋顶库板已经安装完成,不会存在高空坠物及未设置防雨淋保护的风险,集电轨固定支座安装完成后,进行集电轨安装,端部接线。
11)连接上电机接线及机上电控柜内信号线,堆垛机上信号线已安装连接到位后,需要按照图面要求进行对接即可。
1.3.4 堆垛机的检查和调试
1)机械检查:为确保堆垛机的机械安装符合要求,检查内容包括行走导轮间隙、提升导轮间隙、天轨导轮高度、立柱垂直度、立柱连接螺栓紧固度复核等内容。
2)电气检查:按照电气图纸要求,检查堆垛机的接线,确保无误并符合相关规范要求。
3)在机械、电气检查完成后,还需对调试区域的安全进行全面检查,巷道两端安全护栏需封闭、巷道内(包括高空中)的杂物等也必须清理干净,以保障堆垛机运行时不与上述物品发生碰撞。确认合格后进行调试工作。
4)堆垛机单机调试完成后,需配合其他设备以及电控、软件等进行系统调试。
(未完待续)